题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
如图所示工件,试在工件上标出下列形位公差:1)A面的平面度0.03;2)A面与B面的平行度0.04;3)φd外
如图所示工件,试在工件上标出下列形位公差:

1)A面的平面度0.03;
2)A面与B面的平行度0.04;
3)φd外圆面轴线的直线度0.05
4)ΦD孔的圆度0.03
5)φd与ΦD 的同轴度0.06
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如图所示工件,试在工件上标出下列形位公差:
1)A面的平面度0.03;
2)A面与B面的平行度0.04;
3)φd外圆面轴线的直线度0.05
4)ΦD孔的圆度0.03
5)φd与ΦD 的同轴度0.06
如果结果不匹配,请 联系老师 获取答案
 更多“如图所示工件,试在工件上标出下列形位公差:1)A面的平面度0…”相关的问题
更多“如图所示工件,试在工件上标出下列形位公差:1)A面的平面度0…”相关的问题
A.8
B.9
C.10
D.11
精加工如图所示凸轮零件外轮廓,采用G54工件坐标系。

提示:利用CAD软件查询出各相关刀位点坐标值,如图所示。

加工一合金钢管,其外径为
如图所示零件,数控车削加工该零件右端面,试编制该加工程序。

提示:工件原点已建立在工件左端面与轴线的交点上。
精加工如下图所示零件外轮廓,采用G54工件坐标系(工件原点如图所示),已知主轴转速为400r/min,进给速度为200mm/min,试编制加工程字。
提示:圆弧插补。

试确定检验 轴用工作量规的通规和止规的极限尺寸。已知量规公差T1=2.4μm,通规公差带中心到工件最大实体尺寸之间的距离Z1=2.8μm。
轴用工作量规的通规和止规的极限尺寸。已知量规公差T1=2.4μm,通规公差带中心到工件最大实体尺寸之间的距离Z1=2.8μm。
设计 轴用工作量规。量规尺寸公差T1=2μm,通规尺寸公差带的中心到工件最大实体尺寸之间的距离Z1=2.4μm。试确定通规和止规的极限尺寸。
轴用工作量规。量规尺寸公差T1=2μm,通规尺寸公差带的中心到工件最大实体尺寸之间的距离Z1=2.4μm。试确定通规和止规的极限尺寸。
试确定检验 mm轴用工作量规的通规和止规的极限尺寸。已知量规公差T1=0.003mm,通规尺寸公差带中心至工件最大实体尺寸间的距离Z1=0.004mm。
mm轴用工作量规的通规和止规的极限尺寸。已知量规公差T1=0.003mm,通规尺寸公差带中心至工件最大实体尺寸间的距离Z1=0.004mm。
精加工如图所示工件外轮廓,试将如下程序补充完整。
 ]
]
%
00004
N10 G92 X0 Y0
N20 M03 S800
N30 G00 G41 Y10.0 D01 ______
N40 ______ Y23.0 F40
N50 X4.0 Y28.0
N60 Y33.0
N70 X16.0
N80 Y28.0
N90 ______ ______
N100 Y13.0
N110 X0
N120 G00 ______ Y0 M09
N130 M05
N140 M30
%
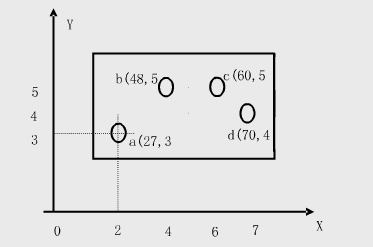
如下图所示为孔加工工件,a、b、c、d坐标如图所示,今在这四处钻孔,试按照所学的代码格式(JB 3298-1983)编写其加工程序。已知与要求:
(1)孔的位置为绝对尺寸标注。机床主轴的开、停由数控系统控制,但主轴转速和冷却液的开、关均由手动控制;
(2)机床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(3)机床原点为图中O-XYZ坐标原点,加工前钻头位于机床原点离工件上端面200mm处,Z轴原点设置在工件上表面。加工时钻头快进至a孔位置,并离工件表面150mm。到达a孔位置后钻头以1000r/min转速旋转并向下快进到离工件端面2mm处,然后以200mm/min的速度向下进给钻孔,至15mm孔深后快速退回。其余类似a孔加工,加工顺序是a-b-c-d,加工完钻头再返回原位。