

 如果结果不匹配,请
如果结果不匹配,请 
 更多“用顺序阀的顺序动作回路适用于缸很多的液压系统。”相关的问题
更多“用顺序阀的顺序动作回路适用于缸很多的液压系统。”相关的问题
A.错误
B.正确
压力控制的顺序动作回路中,顺序阀和压力继电器的调定压力应为执行元件前一动作的最高压力。()
A.错误
B.正确
如图6-40所示为顺序阀控制的液压系统,不计压力损失,试分析确定:
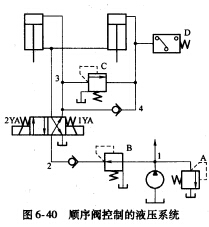 1)A、B、C、D四元件间的压力调整关系。 2)1YA通电后,定位液压缸作定位动作时,1、2、3、4点处的压力。 3)定位液压缸动作到位后,在夹紧液压缸动作时,1、2、3、4点处的压力。 4)夹紧液压缸动作到位后,1、2、3、4点处的压力又如何?
1)A、B、C、D四元件间的压力调整关系。 2)1YA通电后,定位液压缸作定位动作时,1、2、3、4点处的压力。 3)定位液压缸动作到位后,在夹紧液压缸动作时,1、2、3、4点处的压力。 4)夹紧液压缸动作到位后,1、2、3、4点处的压力又如何?
1)试说明图6-39所示液压缸串联式同步回路是怎样进行工作和补正同步误差的?
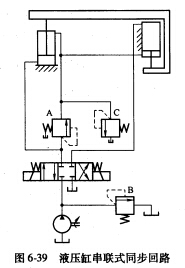 2)如液压缸的大腔面积为A1=50×10-4m2,小腔面积为A2=20×10-4m2,每个缸承受的最大负载为F1=F2=1×104N,溢流阀的调压偏差为0.5MPa,顺序阀的调压保险裕量为0.8MPa,试确定阀A、B、C的压力调整值。
2)如液压缸的大腔面积为A1=50×10-4m2,小腔面积为A2=20×10-4m2,每个缸承受的最大负载为F1=F2=1×104N,溢流阀的调压偏差为0.5MPa,顺序阀的调压保险裕量为0.8MPa,试确定阀A、B、C的压力调整值。
1)试说明图6-66所示液压缸串联式同步回路是怎样进行工作和补正同步误差的?2)如液压缸的大腔面积为A1=50×10-4m2,小腔面积为A2=20×10-4m2,每个缸承受的最大负载为F1=F2=1×104N,溢流阀的调压偏差为0.5MPa,顺序阀的调压保险裕量为0.8MPa,试确定阀A、B、C的压力调整值。
A.高压主汽阀 高压调节汽阀 中压主汽阀 中压调节汽阀 高压调节汽阀
B.高压主汽阀 高压调节汽阀 高压主汽阀 高压调节汽阀 高压调节汽阀
C.中压主汽阀 中压调节汽阀 高压主汽阀 高压调节汽阀 高压主汽阀
D.高压主汽阀 高压调节汽阀 中压主汽阀 中压调节汽阀 高压主汽阀
塑料成型注塑机可将颗粒状塑料加热熔化到流动状态,快速注入模型,保压一段时间,冷却后成型为塑料制品。SZ-250A型注塑机液压系统动作顺序为:
①合模→②注射座前进→③注射→④保压→⑤预塑→⑥注射座后退→⑦开模→⑧预出制品→⑨顶出缸后退→①合模。
合模时可快速、慢速,低压及高压合模;注射时可低压和快速注射,开模时可快速和慢速开模。
















