 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
用具有一定尺寸精度的刀具(如刀、扩孔、钻头等)来保证被加工工件尺寸精度的方法(如钻孔)叫做()。
A.定尺寸刀具法
B.试切法
C.调整法
D.自动控制法
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.定尺寸刀具法
B.试切法
C.调整法
D.自动控制法
如果结果不匹配,请 联系老师 获取答案
 更多“用具有一定尺寸精度的刀具(如刀、扩孔、钻头等)来保证被加工工…”相关的问题
更多“用具有一定尺寸精度的刀具(如刀、扩孔、钻头等)来保证被加工工…”相关的问题
如下图所示梯形ABCD为铣加工的工件轮廓,工件的厚度为5mm,试按照教材中所学的代码格式(JB 3298-1983)编制加工程序。要求:

(1)铣床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(2)图中以绝对尺寸标注,在给定工件坐标系内采用绝对尺寸编程(不考虑刀补);
(3)设坐标原点O既为刀具起点又为刀具终点,Z坐标零点设置在工件上表面,刀具初始位置离工件上表面10mm;
(4)主轴转速1000r/min,进给速度50mm/min。
( )加工中心的定尺寸刀具(如钻头、铰刀和键槽铣刀等),其尺寸精度直接影响工件的尺寸精度。
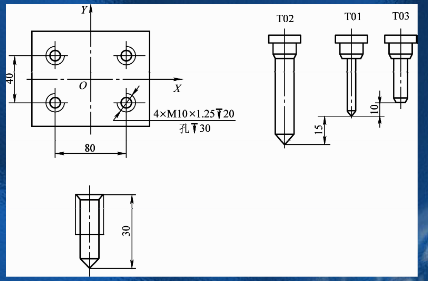
如图3-46所示,用 8.6mm钻头(T01标准刀)钻孔,用
8.6mm钻头(T01标准刀)钻孔,用 16mm倒角钻(T02)倒角,再用M10mm丝锥(T03)攻螺纹。钻孔:v=50m/min,f=0.1mm/r;倒角:v=50m/min,f=0.1mm/r;攻螺纹:v3=8m/min,f=1.25mm/r。利用刀具长度补偿及固定循环编程。
16mm倒角钻(T02)倒角,再用M10mm丝锥(T03)攻螺纹。钻孔:v=50m/min,f=0.1mm/r;倒角:v=50m/min,f=0.1mm/r;攻螺纹:v3=8m/min,f=1.25mm/r。利用刀具长度补偿及固定循环编程。
内排屑交错齿深孔钻的特点是刀片在刀具中心两侧交错排列,其目的是起分屑作用和使刀具两侧受力平衡。( )
钻削如图所示5个孔,采用G54工件坐标系,工件原点如图所示,刀具及刀具位置自拟。

提示:2-

















