 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
机床参考点的位置是由()在每个进给轴上用限位开关精确调整好的,坐标值已输入数控系统中。因此参考点对机床原点的坐标是一个已知数。
A. 编程人员
B. 机床操作人员
C. 机床制造厂家
D. 工艺人员
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A. 编程人员
B. 机床操作人员
C. 机床制造厂家
D. 工艺人员
如果结果不匹配,请 联系老师 获取答案
 更多“机床参考点的位置是由()在每个进给轴上用限位开关精确调整好的…”相关的问题
更多“机床参考点的位置是由()在每个进给轴上用限位开关精确调整好的…”相关的问题
A.错误
B.正确
A.错误
B.正确
A.FANUC15数控系统中的AC伺服电动机内部装有绝对位置编码器,当系统重新上电后机床必须重新进行参考点的复归动作
B.FANUC15数控系统中的AC伺服电动机内部装有绝对位置编码器,当系统重新上电后机床不需重新进行参考点的复归动作
C.FANUC15数控系统中的AC伺服电动机内部没有绝对位置编码器,当系统重新上电后机床必须重新进行参考点的复归动作
D.FANUC15数控系统中的AC伺服电动机内部装有绝对位置编码器,因此系统可以实现对主轴的精确定位控制
如下图所示为孔加工工件,a、b、c、d坐标如图所示,今在这四处钻孔,试按照所学的代码格式(JB 3298-1983)编写其加工程序。已知与要求:
(1)孔的位置为绝对尺寸标注。机床主轴的开、停由数控系统控制,但主轴转速和冷却液的开、关均由手动控制;
(2)机床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(3)机床原点为图中O-XYZ坐标原点,加工前钻头位于机床原点离工件上端面200mm处,Z轴原点设置在工件上表面。加工时钻头快进至a孔位置,并离工件表面150mm。到达a孔位置后钻头以1000r/min转速旋转并向下快进到离工件端面2mm处,然后以200mm/min的速度向下进给钻孔,至15mm孔深后快速退回。其余类似a孔加工,加工顺序是a-b-c-d,加工完钻头再返回原位。
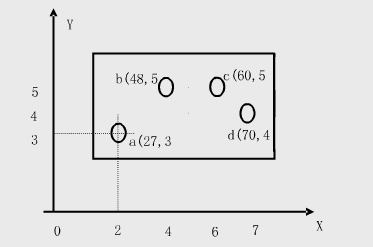
如下图所示为工件上a、b、c、d四个孔的坐标,设工件厚12mm。试按照所学的代码格式(JB 3298-1983)编写其钻孔加工程序。
已知与要求:
(1)孔的位置为绝对尺寸标注,钻头直径与孔径相同,一次钻削完成;
(2)机床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(3)机床原点为图中O-XYZ坐标原点,加工前钻头位于机床原点离工件上端面200mm处,Z轴原点设置在工件上表面。加工时钻头快进至a孔位置,并离工件表面150mm处,到达a孔位置后钻头以1000r/min的转速旋转并向下快进到离工件端面5mm处,然后以50mm/min的速度向下进给钻孔,钻通后快速退回。其余类似a孔加工,加工顺序是a-b-c-d,加工完成钻头返回原位。


















