

 如果结果不匹配,请
如果结果不匹配,请 
 更多“钻孔是在实体材料上加工孔的唯一切削加工方法。()”相关的问题
更多“钻孔是在实体材料上加工孔的唯一切削加工方法。()”相关的问题
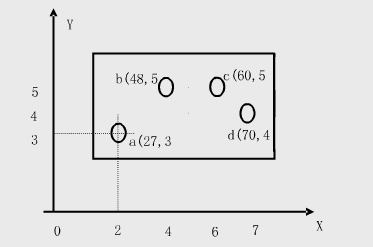
如下图所示为工件上a、b、c、d四个孔的坐标,设工件厚12mm。试按照所学的代码格式(JB 3298-1983)编写其钻孔加工程序。
已知与要求:
(1)孔的位置为绝对尺寸标注,钻头直径与孔径相同,一次钻削完成;
(2)机床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(3)机床原点为图中O-XYZ坐标原点,加工前钻头位于机床原点离工件上端面200mm处,Z轴原点设置在工件上表面。加工时钻头快进至a孔位置,并离工件表面150mm处,到达a孔位置后钻头以1000r/min的转速旋转并向下快进到离工件端面5mm处,然后以50mm/min的速度向下进给钻孔,钻通后快速退回。其余类似a孔加工,加工顺序是a-b-c-d,加工完成钻头返回原位。

如下图所示为孔加工工件,a、b、c、d坐标如图所示,今在这四处钻孔,试按照所学的代码格式(JB 3298-1983)编写其加工程序。已知与要求:
(1)孔的位置为绝对尺寸标注。机床主轴的开、停由数控系统控制,但主轴转速和冷却液的开、关均由手动控制;
(2)机床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(3)机床原点为图中O-XYZ坐标原点,加工前钻头位于机床原点离工件上端面200mm处,Z轴原点设置在工件上表面。加工时钻头快进至a孔位置,并离工件表面150mm。到达a孔位置后钻头以1000r/min转速旋转并向下快进到离工件端面2mm处,然后以200mm/min的速度向下进给钻孔,至15mm孔深后快速退回。其余类似a孔加工,加工顺序是a-b-c-d,加工完钻头再返回原位。
铣削塑料较大的难加工材料,由于塑料变形小,切削负荷集中在刀具刀刃和刀尖上,加剧了刀具的磨损。( )
A.钻孔-镗孔一粗磨一精磨一研磨
B.钻孔一扩孔一精铰
C.钻孔一拉孔
D.钻孔一扩孔一镗孔
( )程序段G75 X20.0 P5.0 F0.15是间断端面切削循环指令,用于钻孔加工。
在工件材料的物理力学性能中,对其切削加工性影响较大的是强度、硬度、塑性和热传导率。( )
















