题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
下图是用Scratch编写的程序()
A.程序运行到③处,此时变量b的值为
B.15
C.13
D.17
E.19
 答案
答案
D、17
 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.程序运行到③处,此时变量b的值为
B.15
C.13
D.17
E.19
答案
D、17
如果结果不匹配,请 联系老师 获取答案
 更多“下图是用Scratch编写的程序()”相关的问题
更多“下图是用Scratch编写的程序()”相关的问题
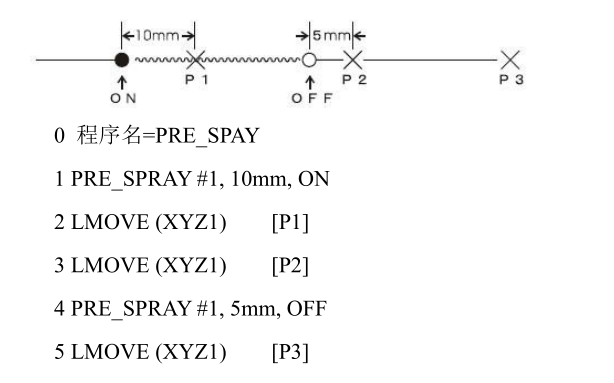
用数控铣床加工下图所示的轮廓ABCDEA。试按照教材中所学的代码格式(JB 3208-1983)编制加工程序。要求:

在给定机床坐标系和编程坐标系关系下用绝对坐标方式编写加工程序;
机床坐标原点即为起刀点也为刀具终点;
加工路径为①—②—③—④—⑤—⑥—⑦,主轴转速900r/min,进给速度150mm/min。(不考虑刀补功能)
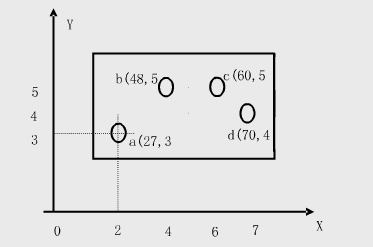
如下图所示为工件上a、b、c、d四个孔的坐标,设工件厚12mm。试按照所学的代码格式(JB 3298-1983)编写其钻孔加工程序。
已知与要求:
(1)孔的位置为绝对尺寸标注,钻头直径与孔径相同,一次钻削完成;
(2)机床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(3)机床原点为图中O-XYZ坐标原点,加工前钻头位于机床原点离工件上端面200mm处,Z轴原点设置在工件上表面。加工时钻头快进至a孔位置,并离工件表面150mm处,到达a孔位置后钻头以1000r/min的转速旋转并向下快进到离工件端面5mm处,然后以50mm/min的速度向下进给钻孔,钻通后快速退回。其余类似a孔加工,加工顺序是a-b-c-d,加工完成钻头返回原位。

如下图所示为孔加工工件,a、b、c、d坐标如图所示,今在这四处钻孔,试按照所学的代码格式(JB 3298-1983)编写其加工程序。已知与要求:
(1)孔的位置为绝对尺寸标注。机床主轴的开、停由数控系统控制,但主轴转速和冷却液的开、关均由手动控制;
(2)机床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(3)机床原点为图中O-XYZ坐标原点,加工前钻头位于机床原点离工件上端面200mm处,Z轴原点设置在工件上表面。加工时钻头快进至a孔位置,并离工件表面150mm。到达a孔位置后钻头以1000r/min转速旋转并向下快进到离工件端面2mm处,然后以200mm/min的速度向下进给钻孔,至15mm孔深后快速退回。其余类似a孔加工,加工顺序是a-b-c-d,加工完钻头再返回原位。
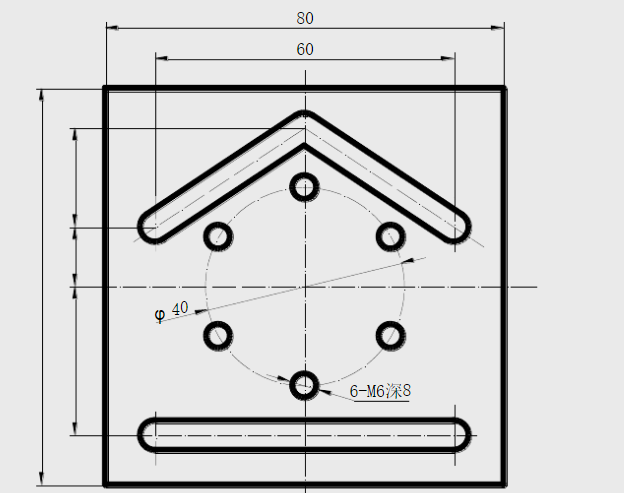
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽形零件槽及孔的加工程序。
在窗体上画一个文本框和一个命令按钮,如下图所示。
![]() 编写如下程序: Private Sub Form_Load() Show Text1.Text=" " Form1.KeyPreview=False Text1.SetFocus End Sub Private Sub Command1_Click() KeyPreview=Not KeyPreview Print End Sub Private Sub Form_KeyPress(KeyAscii As Integer) Print UCase(Chr(KeyAscii+1)); End Sub Private sub Text1_KeyPress(KeyAscii As Integer) Print Chr(KeyAscii+2) KeyAscii=0 End Sub 阅读以上程序,理解每个事件过程的操作,然后填空。 ①程序运行后,直接从键盘上输入abc,程序输出的结果是【 】。 ②程序运行后,单击一次“命令按钮1”,然后从键盘上输入abc,程序输出的结果是【 】。
编写如下程序: Private Sub Form_Load() Show Text1.Text=" " Form1.KeyPreview=False Text1.SetFocus End Sub Private Sub Command1_Click() KeyPreview=Not KeyPreview Print End Sub Private Sub Form_KeyPress(KeyAscii As Integer) Print UCase(Chr(KeyAscii+1)); End Sub Private sub Text1_KeyPress(KeyAscii As Integer) Print Chr(KeyAscii+2) KeyAscii=0 End Sub 阅读以上程序,理解每个事件过程的操作,然后填空。 ①程序运行后,直接从键盘上输入abc,程序输出的结果是【 】。 ②程序运行后,单击一次“命令按钮1”,然后从键盘上输入abc,程序输出的结果是【 】。
数据库mydb中有关系表student,其结构如下:
student
现编写一个学生信息浏览程序,设计界面和运行界面如下图所示。
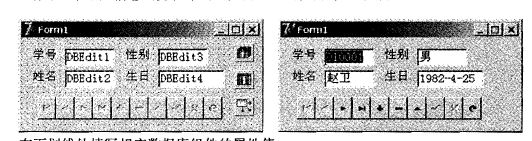
在下划线处填写相应数据库组件的属性值:
Databasel. DatabaseName:mydb
Tablel. DatabaseName:mydb
Tablel. TableName:student
Tablel. Active:①____
Datasourcel. DataSet:②________
DBNavigatorl. DataSource:③________________
DBEdit 2. DataSource:④_________________________
DBEdit 2. DataField:⑤________________________

某一A/D变换器的电原理图及主要工作时序如下图所示。
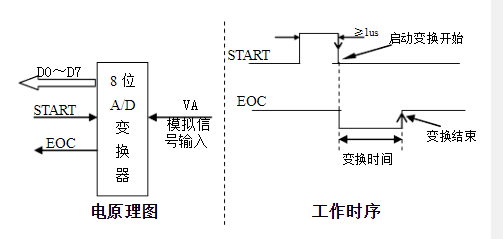
①若分配给8255A的端口地址为2F0H~2F3H,试将此A/D变换器通过8255A与PC/XT系统总线连接起来。
②编写包括8255A初始化在内的对模拟输入信号采集变换一次的程序,并将变化后的数据存入DL。